
HYDRACAST ™ Tradition - 25 Kg.
- professionelle Ergebnisse
- einfache Verarbeitung
- Für Aluminium bis zu Bronze
Beschreibung
HYDRACAST ™ Tradition wurde für eine besonders gute Reproduktion feiner Details entwickelt (keine Sedimentierung, kein Rutschen oder Fließen). Die Formel dient der Erstellung der Kontaktschicht. Das Produkt kann auch mit Schamotte gemischt werden, um Formen zu füllen. Der Gießer kann so Formen von 15 cm bis 2,5 m Höhe erstellen.
Technische Daten
% Wasser verwendet | 40 bis 42% Wasser hinzufügen | |
Mischzeit | [Min] | 4 |
Arbeiten / Casting Zeit | [Min] | 12-15 |
Abbindezeit | [Min] | 15-20 |
Flüssigkeitsdichte | 1,75 | |
Gewicht pro Liter Schlupf: | 1750 g | 1220 g Pulver / |
Expansion 2 Stunden nach Aushärtung | Max 0,30% | |
Formherstellung | Hydracast Tradition wirs als erste Schicht verwendet. Stützschicht ist meistens aus Hydracast Tradition mit Fire Clay oder ein Ähnliches Material. |
Wachsausschmelzverfahren
Das empfohlene Gips-Wasser-Verhältnis ist 100 g Gips zu 40 bis 42 Teilen Wasser. Dieses Verhältnis kann geändert werden, um genau Ihre Anwendung zu passen.
a) Mischen des Gipses. Die richtige Mischung mit Wasser ist der wichtigste Schritt eine gute Form zu erstellen. Der Schlagfestigkeit, Härte, Stärke und Absorptionseigenschaften Sind sehr abhängig der richtigen Mischung.
Für eine optimale Qualität wird eine Vakuummischung empfohlen.
Achten Sie immer auf Folgendes:
1. Gips und Wasser genau abwiegen.
2. Die gesamte Ausrüstung sauber verwenden
3. Der Mischzeit bitte einhalten.
b) Sprühen.Sprühen oder gießen Sie manuell oder mechanisch unmittelbar nach dem Mischen. Stellen Sie sicher, dass die Mischung nicht zu dick geworden ist oder zu hart.
c) Gipserstarrung Fassen Sie das Gipsmodell nicht an bis die Abbindezeit vorbei ist, etwaige Mängel im Fertigteil zu vermeiden. Warten Sie mindestens 2 Stunden vor Sie den Brennzyklus anfangen.
d) Entwachsen Das gesamte Wasser muss entfernt werden / Ausgebrannt werden vor dem Gießen des Metalls damit eine gute Festigkeit erreicht wird und Gußfehler minimalisiert werden. Hinweis: die Trocknungszeit ist stark abhängig von der Größe und des Zahls der Zylindern im Ofen.
Entwachsen zwischen 100/100°C unter feuchte Umständen oder auf 150/160°C unter trockenen Umständen während 6 bis 8 Stunden. Weiter Entwachsen bei Temperaturen von mehr als 400°C erzeugt eine perfekte Innenfläche durch die letzten Spuren von Wachs zu beseitigen.
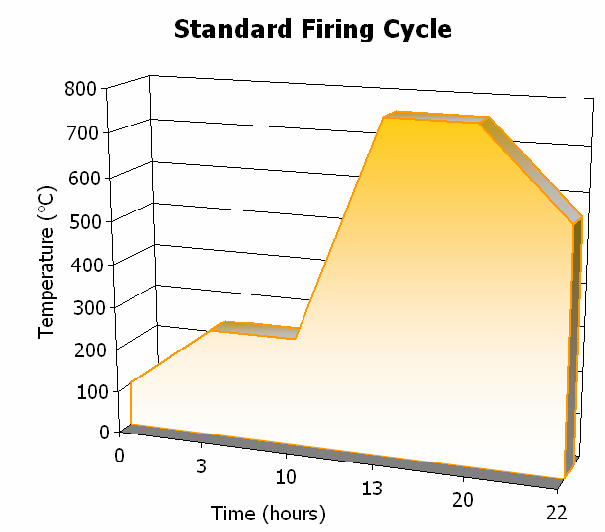 Standard-Brennzyklus für Kunstgießerei:
Standard-Brennzyklus für Kunstgießerei:
- Stellen Sie einige Stunden nach der Herstellung die feuchte Form im Ofen.
- Erhöhen Sie die Temperatur auf 200°C so schnell wie möglich
- Entwachsen Sie die Form bei 200°C für 2 bis 8 Stunden, abhängig von der Größe des Zylinders
- Erhöhung auf 700/750 ° C mit Schritten von 100/120°C pro Stunde
- Halten Sie die temperatur bei 700 / 750°C für 1 Stunde pro 1 bis 2 cm des Zylinderradius.
- Temperatur Langsam reduzieren bis zu Gießtemperatur (max 70 ° C / Stunde)
e) Gipsschale entfernen Die Gipsform lässt man einfach abkühlen. Das Zerbrechen der Gipsform macht man damit man diese Form im Wasser eintaucht oder mit einem Hochdrucksystem.
Haltbarkeit
Nicht auf das Einfrieren und Feuchtigkeit, 12 Monate unter trockenen Bedingungen Bilder aussetzen
Gesundheit und Sicherheit
HYDRACAST™ Tradition kann Silica Staub erzeugen. Wir empfehlen daher, eine Maske immer getragen werden, während mit diesem feuerfesten Produkt arbeiten und dafür zu sorgen, dass der Arbeitsplatz gut belüftet ist.

Gesundheitswarnungen / H-Sätze
H332 Gesundheitsschädlich beim Einatmen.
H334 Kann bei Einatmen Allergie, asthmaartige Symptome oder Atembeschwerden verursachen.

Vorsichtsmaßnahmen / P-Sätze
P261 Einatmen von Staub/Rauch/Gas/Nebel/Dampf/Aerosol vermeiden.
Produktinformationen
 Produktinformationene Hydracast Tradition
Produktinformationene Hydracast Tradition
DE - Gesundheits- und Sicherheitsleitfaden für die Verwendung von Produkten auf Kieselsäurebasis.pdf





