
Crystalcast gips for casting glass - 22,5 Kg
GRS Crystalcast is a plaster-bonded investment powder specifically designed for casting glass. The refractory content and permeability of Crystalcast enables firing cycles to temperatures as high as 900°C for as long as 10 days depending on the mould size.
To enable the removal of filigree work from the mould without breakage and for ease of use, Crystalcast has been designed to have high strength during firing, yet removal from the cast item when cool is very easily achieved, limiting any chance of damage.
Technical data
- Mixing ratio: A:B = 100:32
- Mixing time: 4 minutes
- Working/casting time: 4 minutes
- Setting time: 3 hours
- Liquid density: 1.8 g/cm³
- Weight per liter of slip: 1800 g. (1463 g. powder + 337 gr. water)
Procedure for the Lost Wax process
The recommended plaster to water ratio is 100 parts of plaster for 32 parts of water.
A: Mixing
Mixing plaster in water is the most important step in making a mould and could heavily impact resistance, hardness and absorption properties if performed incorrectly. For optimum quality, vacuum mixing is recommended.
Always ensure the following points:
1. Plaster and water are precisely weighed.
2. All equipment is clean.
3. The mixing cycle is adhered to.
B: Casting
Pour the mix immediately after finishing mixing. Make sure that the mixture does not become too thick or too hard. Always pour the mixture so that it slowly covers the surface of the part to be reproduced, without trapping or creating air bubbles. Vacuum casting avoids forming air bubbles
C: Plaster setting
Do not handle plaster containing wax model until it has reached its setting time to avoid any defects in the finished part. Wait at least a minimum of 1,5 hours before starting the drying cycle.
D: Dewaxing
Wax is removed by the steam de-wax process. This process can take up to 4 hours and is dependent on mould size. Care must be taken not to steam de-wax the mould for too long as it can cause damage to the mould surface.
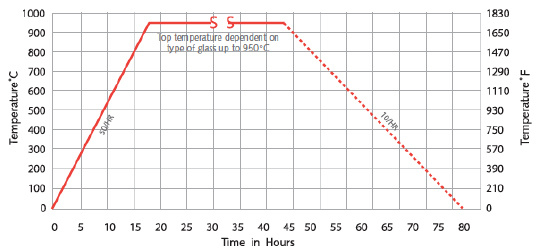
E: Firing
The de-waxed mould filled with glass crystals is placed in a cold oven and fired as per graph. The furnace should be ramped up at no greater than 50°C per hour until a temperature of 850°C is achieved, this temperature is to be held for around 30 hours; the length of time is dependant on mould size. When the glass becomes molten it flows under gravity into the voids of the mould completing the casting process.
The mould must be cooled in the furnace at a rate of no greater than 10°C per hour to ambient temperature. At this point the ceramic mould can be gently removed from the casting; never quench glass or crystal castings.
Shelf Life
Do not expose to freezing and moisture, 12 months under dry condition pictures
Health and Safety
GRS Crystalcast can generate dust with carcinogenic effect. We therefore recommend that you use a mask (Ffp2 or Ffp3) when working with this product and ensure that the workplace is well ventilated.

Health Warnings / H Phrases
H332 Harmful by inhalation.
H334 May cause allergy or asthma symptoms or breathing difficulties if inhaled.

Precautions / P phrases
P261 Avoid breathing dust/fume/gas/mist/vapours/spray.
Product Information
 Product information Crystalcast (EN)
Product information Crystalcast (EN)
EN - Health and Safety Guidance For Using Silica Based Products.pdf
Picture: Après l'amour by Daum and Sylvie Mangaud Lasseigne



